
一、车针的ISO代码

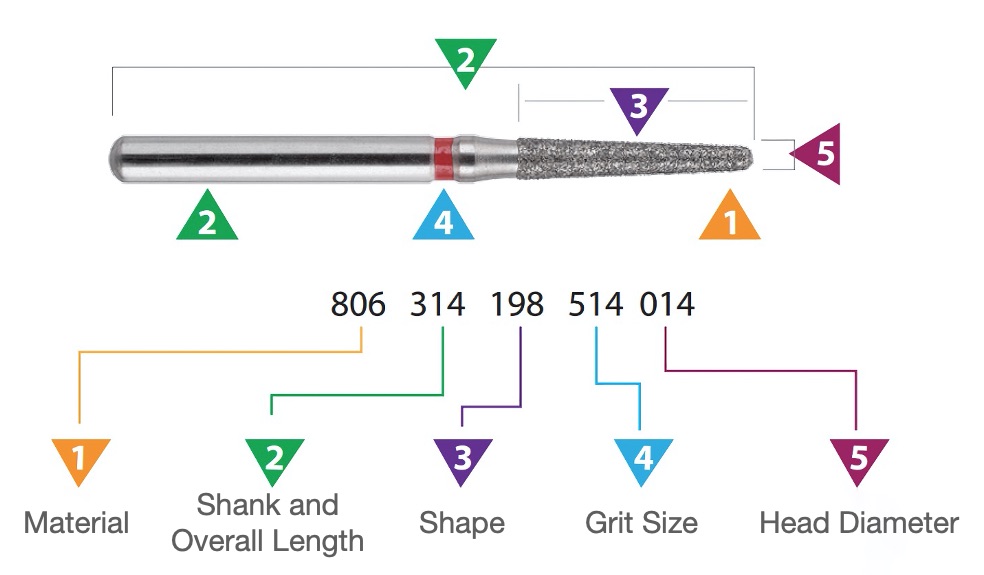
①材料:金刚砂(806)、钨钢(500)
②钻身部分粗细和总长
- 首2位10—常速直机、20—常速弯机、31—涡轮机
- 末尾4—常规长度、>4—超长、<4—超短
③钻头形状:圆形、锥形、倒锥形
④钻头类型:
- ⑤车针工作头最大直径
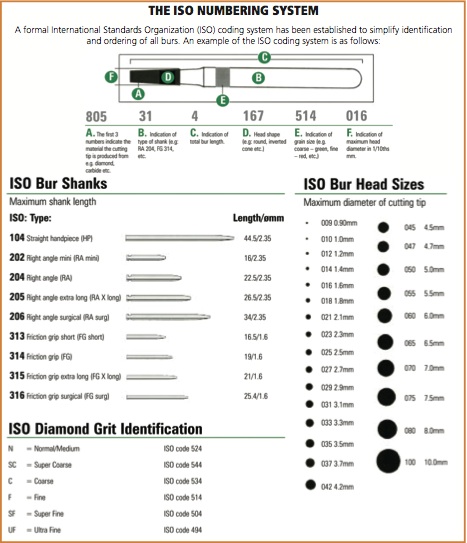
尺寸标识
S-短柄
SS-极短柄
C-粗
F-细
EF-极细
L-加长型
颜色标记
为粒度标示,从粗到细分别为:黑、绿,蓝,红,黄、白。
黑:特粗打磨针,颗粒大小约150微米/刃数不超过8,以__MLX__表示特粗
绿:粗打磨车针,颗粒大小约125微米/刃数不超过8,以C表示粗
蓝:标准打磨针,颗粒大小约105微米/刃数不超过8,无字母/ML表示标准
红:细打磨针,颗粒大小约45微米/刃数10-14,以F表示细
黄:抛光车针,颗粒大小约25微米/刃数16-20,以EF/XF表示特细
白:颗粒大小约15微米/刃数26-30,以UF表示细
二、车针的分类
1、按金刚砂粒大小分类
粗粒度金刚砂车针(125-150μm)柄上标有绿色色环
标准金刚砂车针(106-125μm)柄上标有蓝色色环
细粒度金刚砂车针(53-63μm)柄上标有红色色环
极细粒度金刚砂车针(25-30μm)柄上标有黄色色环
2、按功能分类
- __初磨车针__:进行较大量的切割,用金刚砂粒度较粗的车针
- __细磨车针__:用于已预备完成牙体表面的微细调磨、抛光,<40μm车针
- __短柄金刚砂车针__:用于张口度较小,尤其在磨牙区的牙体预备或颊脂垫异常肥厚患者磨牙区预备
- __长柄金刚砂车针__:临床牙冠较长的龈1/3区牙体预备
- __肩台车针__:该类车针设计上在其末端顶部有金刚砂,用于修整、预备牙体颈缘肩台
- __细长颈金刚砂车针__:保证操作视野暴露更加,使牙体预备能准确地向深层牙本质过渡,保证牙体受损害最小
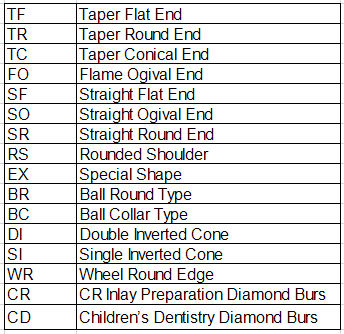
3、按车针头部形状分类
| TF | Taper Flat End | 平头锥形 |
|---|---|---|
| TR | Taper Round End | 圆头锥形 |
| TC | Taper Conical End | 锥头锥形 |
| FO | Flame Ogival End | 尖顶头火焰形 |
| SF | Straight Flat End | 平头直线形 |
| SO | Straight Ogival End | 尖顶头直线形 |
| SR | Straight Round End | 圆头直线形 |
| RS | Rounded Shoulder | 圆边形 |
| EX | Specail Shape | 特殊形状 |
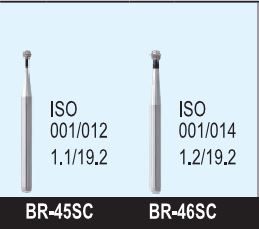
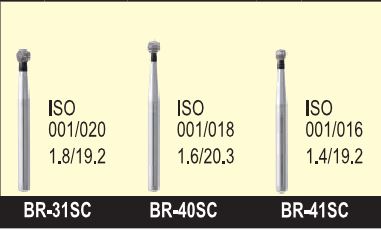
| BR | Ball Round Type | 圆球形 |
| BC | Ball Collar Type | 环球形 |
| DI | Double Inverted Cone | 双倒锥形 |
| SI | Single Inverted Cone | 单倒锥形 |
| WR | Wheel Round Edge | 圆边轮形 |
| CR | CR Inlay Preparation Diamond Burs | 内嵌备牙用车针 |
| CD | Children’s Dentistry Diamond Burs | 儿童牙科用金刚砂车针 |
4、按针柄长短度分类
- 短柄(S):TR-S13
- 极短柄(SS):TR-SS21
5、按车针最大转速分类
- 浅蓝色:最高450000r/min
- 浅黄色:最高300000r/min
- 浅红色:最高160000r/min

6、按材质分类
金刚砂车针
按照镀层不同
- 纯镍镀层
- 镍铬镀层
- 镍铬锰镀层
按照表面镀砂密度不同
- 两层镀砂车针
- 三层镀砂车针
- 全砂磨头
全瓷修复常用车针
- 圆头锥形金刚砂车针
- 平头锥形金刚砂车针
- 短针形金刚砂车针
- 长针形金刚砂车针
- 鱼雷形金刚砂车针
- 火焰形金刚砂车针
- 杵形金刚砂车针
- 定位车针
- 全瓷修复车针套装
钨钢车针
- 按使用情况
- 直机车针
- 闩锁车针
- 摩擦握持车针
- 按切刃有无切口
- 有齿钨钢车针
- 无齿钨钢车针:全瓷修复
- 牙体预备常用钨钢车针
- 标准长度锥形裂钻
- 加长形锥形裂钻
- 末端刀口钨钢车针
- 火焰形钨钢车针
- 鱼雷形钨钢车针
- 圆形、梨形和柳叶形钨钢车针
- 倒锥钻
- 金刚砂和钨钢组合车针
- 螺旋钻
- 釉质凿
- 软组织修整针
- 按使用情况
三、车针的用途
- 球钻:工作端似球状,用于开髓、去腐
- 裂钻:工作端锥柱状或圆锥状,有线状刃和齿状刃,主要用于开扩入孔,加深洞型
- 倒锥钻:工作端顶端直径大于柄端直径,呈倒锥状,顶端和侧面均有刃,主要用于制作窝洞倒凹,洞底修整
TF:顶端直角,用于金属烤瓷牙制备肩台
TC:顶端尖锐,用于轴面制备,细的用于邻面间隙开展
TR:顶端圆角,可用于全瓷冠肩台制备
FO:火焰状尖顶,用于咬合面及前牙舌面
SF:无聚合度,顶端直角,唇面深度沟定位。切端、舌面深度定位
SR:无聚合度,顶端圆角,颈部深度沟定位。切端、舌面深度定位
SO:无聚合度,顶端45度,又叫鱼雷车针,用于预备135度肩台效果好,轴面修整效果好
【S系列:除SI外均无聚合角度,用于窝洞制备,切端、舌面深度定位】
BC:带金刚砂袖口球钻,倒凹预备
BR:不带金刚砂袖口球钻,去龋
WR:盘状,前牙舌面,后牙合面预备及修整
四、注意事项
1、所选车针应不易变形,具有较高的稳定性和抗断裂能力,无尖端崩折或脱砂,旋转中同心度好
2、切割时施力适当(30-60g)、循序而有效地切割牙体组织
3、应注意车针的转速,尤其是当操作大直径车针头和粗颗粒车针时,车针钻速太高会产生过高的热量,造成牙髓和牙体组织的损伤
4、切勿强行将车针塞入涡轮机内,如出现安装困难要仔细检查手机和车针
5、请注意包装上的FG标识,是高速涡轮机上使用的车针
6、每次使用前都要对车针进行消毒杀菌,应该经常使用尼龙刷或超声波清洗机清洁车针,并将车针在135度高温下灭菌至少10分钟
7、消毒或清洁之后将车针擦干存放在干净无潮气的环境内
8、临床常见金刚砂车针尖端比尾端磨耗快,此时注意及时更换车针,以免切削效率低
9、使用涡轮机冷却水时应达到每分钟50ml
10、钨钢车针使用后,应清洁后使用高温高压消毒,不要使用含氯消毒剂浸泡车针,否则会造成钨钢车针生锈变钝
五、牙体预备中车针具体选择应用
合面、切缘
- 高速轮形车针
- 梨形金刚砂车针
- 杵形金刚砂车针
- 圆头锥形金刚砂车针
- 平头锥形金刚砂车针
- 釉质凿
唇颊轴面
- 圆头锥形金刚砂车针
- 平头锥形金刚砂车针
- 鱼雷形金刚砂车针
- 短杆形金刚砂车针
舌面
- 火焰形金刚砂车针
- 鱼雷形金刚砂车针
- 小轮形金刚砂车针
- 小球形金刚砂车针
- 短针形金刚砂车针
邻面
- 鱼雷形金刚砂车针
- 火焰形金刚砂车针
- 针形金刚砂车针
颈袖
- 末端90度肩台车针
龈缘肩台
平头金刚砂车针
鱼雷形金刚砂车针
鱼雷形钨钢车针
带斜边的末端切口车针
【有的肩台车针工作尖是无砂的,因此不需要备龈】
就位沟、轴沟
- 锥形裂钻
- 无齿锥形裂钻
- 龈边缘修整刀
精修
- 锥形裂钻
- 圆头锥形钨钢车针
- 鱼雷形钨钢车针
- 末端刀口钨钢车针
- 超细粒度金刚砂车针